Following a large number of our clients’ requests, our engineers have designed the mini-plants for production of high-quality biodiesel – Biodiesel-MINI. The Biodiesel-MINI systems are aimed at a wide range of users such as small companies, municipalities, farms and even at domestic use. To operate the system no specific skills and qualification are needed. Being easy to use Biodiesel-MINI ensures reliable operation. The plants can produce 50 to 80 liters of biodiesel per hour depending on configuration – from manual to semi-automatic one. The base of this innovative system is the cavitation magnetic-impulse reactor PULSAR-CT 805, which provides a fundamentally new technology of the transesterification reaction conducting. Magnetic-impulse high-frequency cavitation processing proceeds in the reactor on molecular level. The source products are processed applying magnetic-directed cavitation. The major advantages of the systems are: The Biodiesel-MINI systems do not demand high quality initial oil or animal fat. The high-frequency magnetic-impulse cavitation reactors offer successful and steady operation using waste cooking oil from restaurants and bakeries, tallow, pork or chicken fat as well as mixtures of those as the source product. No special adjustments of the plant are needed when changing the kind of source oil or fat. Minimum amount of alcohol and catalyst are required. – No alcohol recovery. By cavitation technology the amount of alcohol for the reaction matches accurately the stochiometric composition, that is the minimum volume. The time of ready biodiesel production reduces by several times. By the conventional technology it is impossible to produce biodiesel immediately of proper quality. It should be washed or cleaned with sorbents to eliminate foreign matters. By cavitation method of biodiesel production neither washing nor drying of ready product should be carried out, thus there is no need to utilize waste water or sorbents.
Biodiesel-MINI
PULSAR-CT 805


Technical parameters
|
PULSAR-СT 805
|
|
| Capacity (rated), liters per hour |
150
|
| Rated power, kW |
4.4
|
| Weight, kg |
79
|
| Operation mode |
continuous
|
| Processing efficiency, kW hour/liter |
0.03
|
| Flow rate adjustment |
yes
|
| Overall dimensions (L x W x H), mm |
800х400х420
|
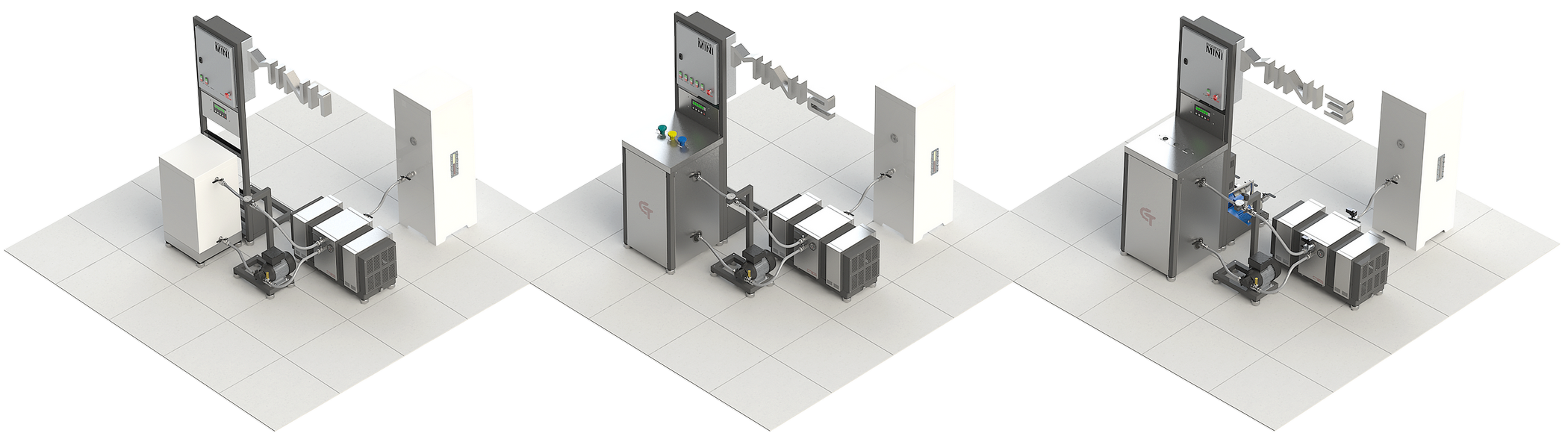
Biodiesel MINI Plants

Biodiesel-MINI 1
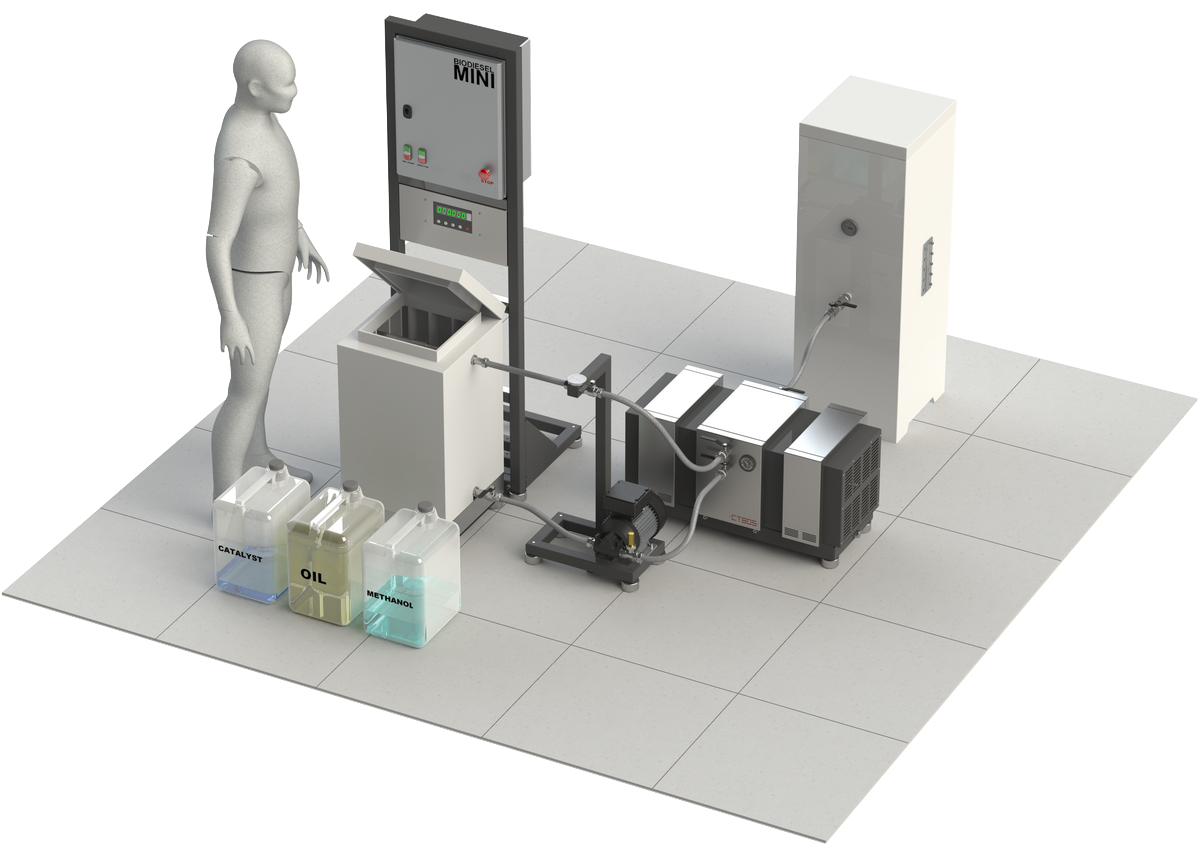
Configuration:
- Cavitation reactor PULSAR-CT 805.
- Transfer pump on special base plate.
- Electronic weighing scales.
- Heavy-duty polypropylene tank, 80 liters.
- Electronic weighing processor with LCD indicator.
- Electric cabinet with control panel on the rack.
- Piping, fittings, hoses.
- Separation tank (not included into basic configuration). Material – polypropylene, 95 liters.
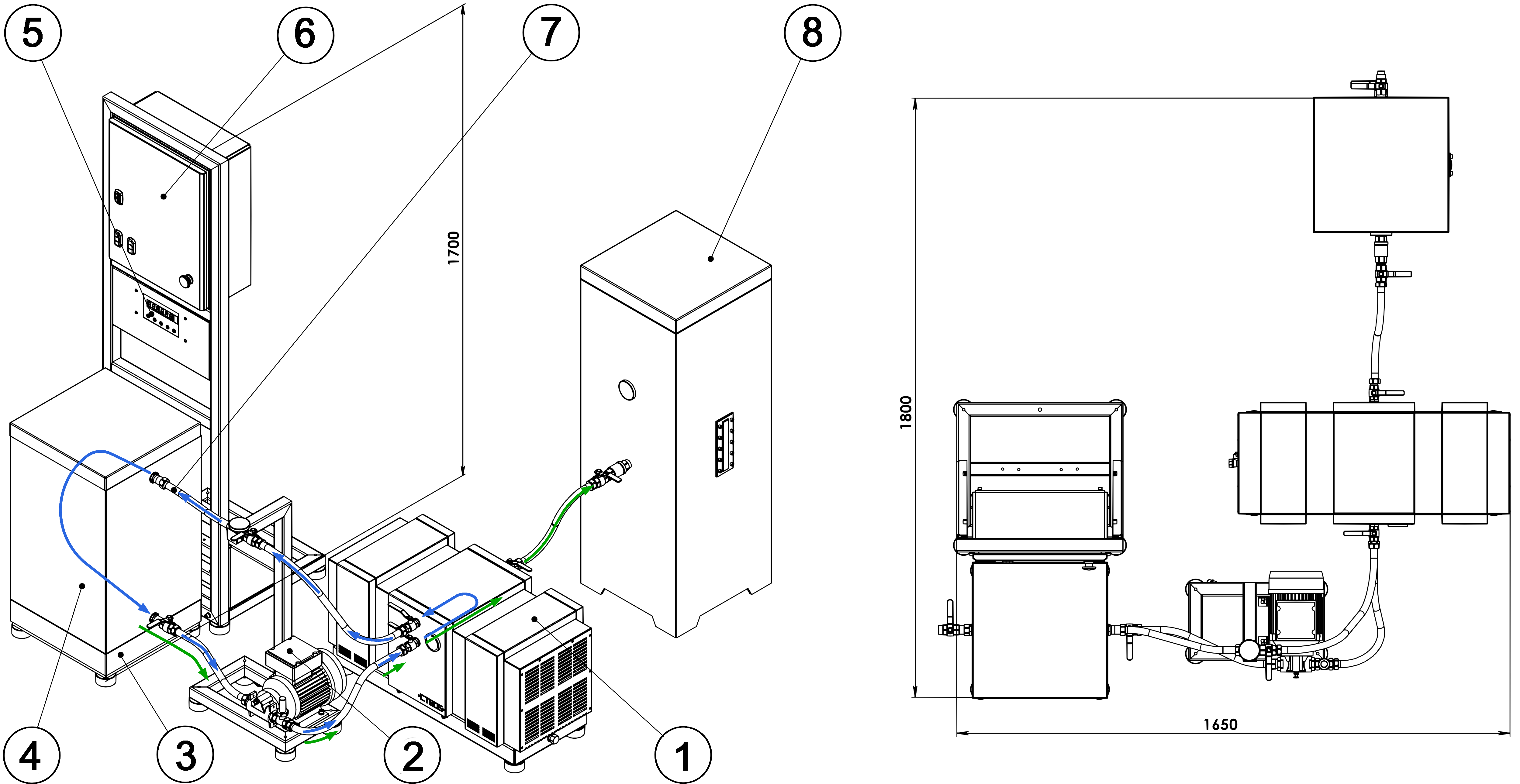
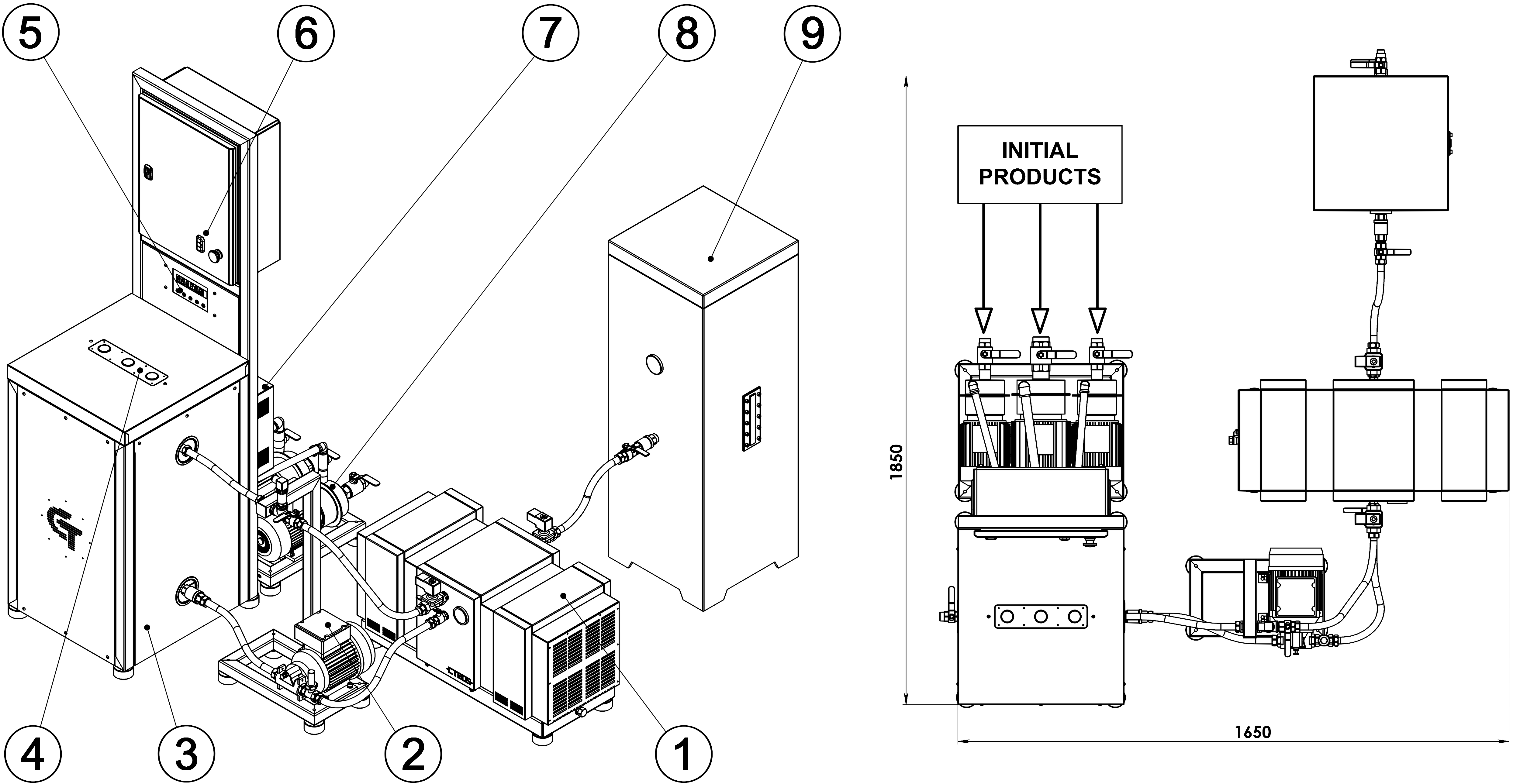
Operating procedure:
The operator fills the tank (4) with initial products (oil or melted animal fat, alcohol, catalyst) according to the pre-calculated proportions. Weight of products is controlled on digital display (5) by the operator. After the products are charged to the tank, the operator turns on the transfer pump (2). During 1-2 minutes the pump (2) transfers the mixture from the bottom of tank to its top; in this way the initial products are mixed to homogeneous condition (the blue arrows show the flow of liquid). Then the operator turns on the cavitation reactor (1), at the same time the pump (2) continues its operation. The cavitation processing of the mixture begins. When the temperature of the mixture reaches 60-65°С, the operator closes the outlet valve of the reactor (1), which serves to charge the mixture to the tank (4) and opens the valve connecting the reactor (1) to the separation tank (8) (the green arrows show the flow of liquid). After the whole liquid is pumped from the tank (4) to the separation tank (8) (or any other receiving tank), the operator switches off the reactor (1) and the pump (2). The processing cycle is finished. Depending on properties of source oil it takes 30-60 minutes to settle (separate) the mixture to biodiesel and glycerol. After the separation of biodiesel and glycerol is completed both products are discharged to the storage tanks and the separation tank is ready to receive the next charge of processed mixture. The whole cycle of biodiesel production can be started again. To manufacture bigger amount of biodiesel the operator can use some separation tanks filling those one by one, or one big separation tank, the volume of which is rated for some consecutive cycles. Thus the time for processed mixture separation is saved and accordingly the total capacity of the plant increases. Using Biodiesel-MINI1 in this mode the operator can produce up to 400 liters of biodiesel per shift (8 hours).
Technical parameters
|
|
|
| Capacity (average), liters per hour |
50-70
|
| Rated power, kW |
6.5
|
| Weight, kg |
180
|
| Overall dimensions (L x W x H), mm |
1800×1650×1700
|
| Operating conditions |
twenty-four seven
|
| Processing efficiency, kW hour/liter (max) |
0.03
|
| Flow rate adjustment |
yes
|
Biodiesel–MINI 2 and MINI 2+
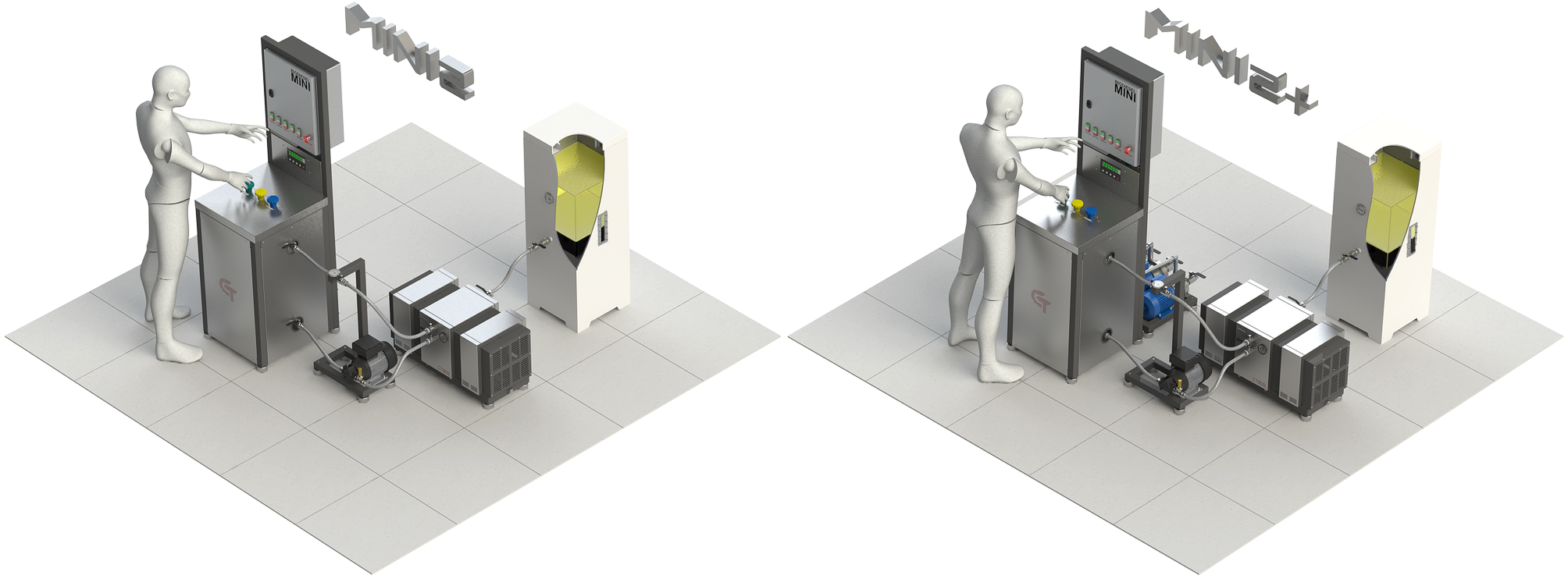
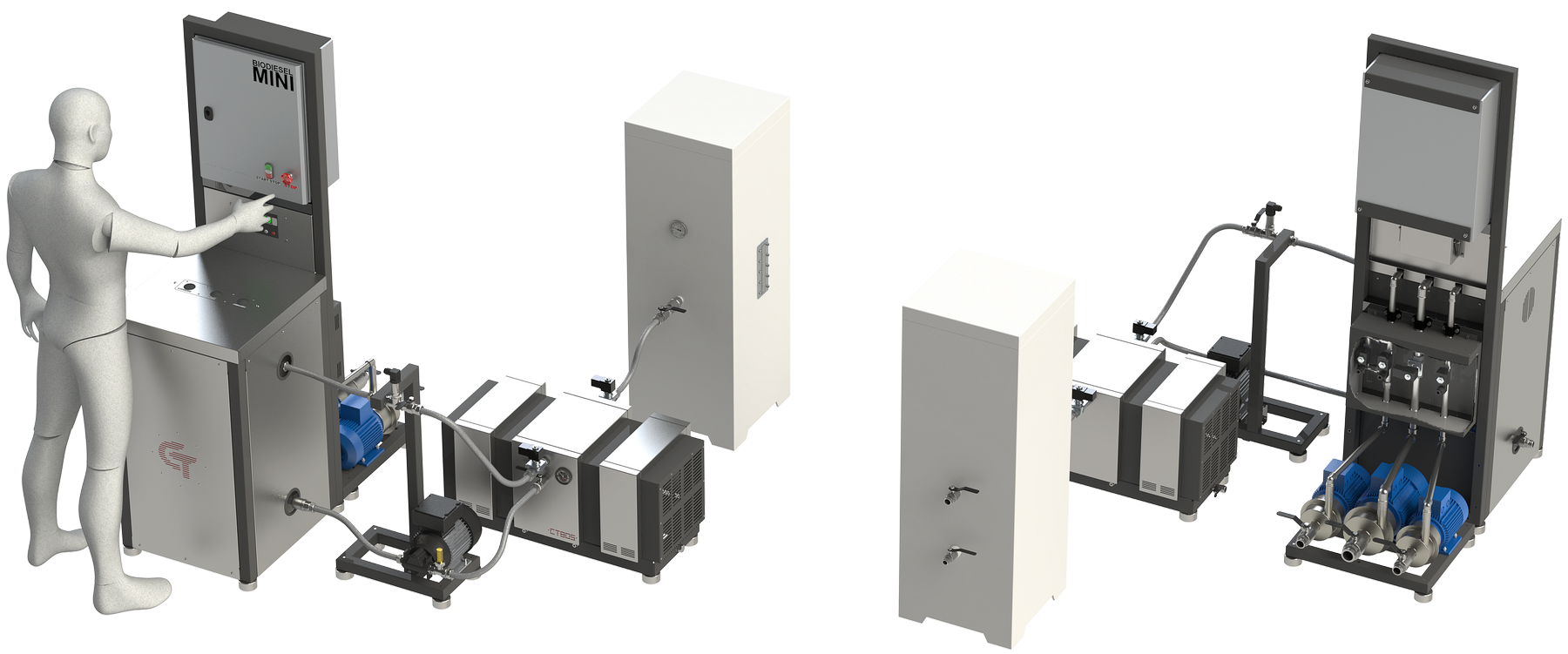
Biodiesel-MINI 2 and MINI 2+ are the enhanced configurations of Biodiesel-MINI 1 with the mechanical charging and source products dosing system. Unlike Biodiesel-MINI 1 all products are fed by pumps to dosing tank. The operator adjusts the feed rate and weight of source products by special regulating valves on control panel (4). Having the configuration Biodiesel-MINI 2 a client installs own feeding pumps connecting those to the control box (6). Biodiesel-MINI 2+ is supplied with three pumps (7) connected already to the control panel (6).
Configuration:
- Cavitation reactor PULSAR-CT 805.
- Transfer pump on special base plate.
- Dosing system: electronic weighing scales; heavy-duty polypropylene tank, 80 liters; steel enclosure; piping.
- Regulating valves panel.
- Electronic weighing processor with LCD indicator.
- Electric cabinet with control panel on the rack.
- Group of feed pumps on frame (for Biodiesel-MINI2+ only): oil pump; alcohol pump; catalyst pump.
- Separation tank (not included into basic configuration). Material – polypropylene, 95 liters.
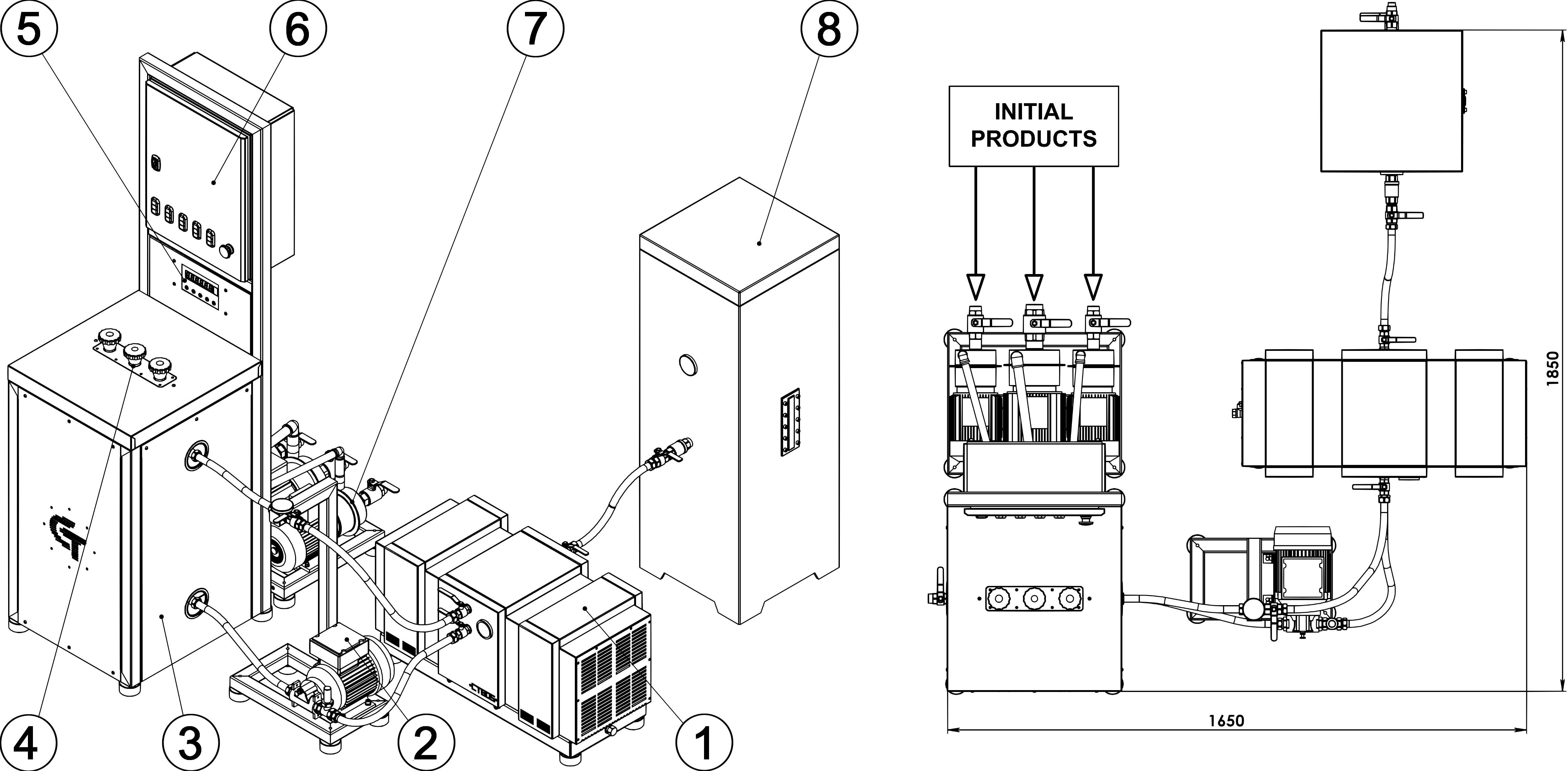
Operating procedure:
The operator turns on the oil feed pump from the control panel (6). The flow rate is adjusted by the regulating valve for oil feeding on the panel (4). The operator controls oil weight by the indicator (5). After the necessary quantity of oil is charged, the operator closes the regulating valve and switches off the oil feed pump. The same way alcohol and catalyst are filled into the mixing tank. When all products are pumped to the mixing tank (3) the operator turns on the transfer pump (2). During 1-2 minutes the pump (2) transfers the mixture from the bottom of tank (3) to its top, in this way the initial products are mixed to homogeneous condition. Then the operator turns on the cavitation reactor (1), at the same time the pump (2) continues its operation. The cavitation processing of the mixture begins. When the temperature of the mixture reaches 60-65°С, the operator closes the outlet valve of the reactor (1), which serves to charge the mixture to the tank (3) and opens the valve connecting the reactor (1) to the separation tank (8). After the whole liquid is pumped from the tank (3) to the separation tank (8) (or any other receiving tank), the operator switches off the reactor (1) and the pump (2). The processing cycle is finished. Depending on properties of source oil, it takes 30-60 minutes to settle (separate) the mixture to biodiesel and glycerol. After the separation of biodiesel and glycerol is completed, both products are discharged to storage tanks and the separation tank (8) is ready to receive the next charge of processed mixture. The whole cycle of biodiesel production can be started again. To manufacture bigger amount of biodiesel the operator can use some separation tanks filling those one by one, or one big separation tank, the volume of which is rated for some consecutive cycles. Thus, the time for processed mixture separation is saved and accordingly the total capacity of the plant increases. Using Biodiesel-MINI2 and Biodiesel-MINI2+ in this mode the operator can produce up to 500 liters of biodiesel per shift (8 hours).
Technical parameters
| MINI 2 |
MINI 2+
|
|
| Capacity (average), liters per hour |
70-80
|
70-80
|
| Rated power, kW |
6.5
|
8.0
|
| Weight, kg |
195
|
235
|
| Overall dimensions (L x W x H), mm |
1850×1650×1700
|
1850×1650×1700
|
| Operating conditions |
twenty-four seven
|
twenty-four seven
|
| Processing efficiency, kW hour/liter (max) |
0.03
|
0.03
|
| Flow rate adjustment |
yes
|
yes
|
Biodiesel-MINI 3
Semi-automatic Module
Semi-automatic Module
Biodiesel-MINI3 is the automated version of Biodiesel-MINI2+. Initial products feeding, dosing, mixing, processing and filling of the separation tank with the processed mixture is done in automatic mode. Thus “the human factor” is excluded and therefore the improvement of accuracy and stability of initial products dosing as well as the increase of the total capacity in comparison with the previous models are achieved.
Configuration:
- Cavitation reactor PULSAR-CT 805.
- Transfer pump on special base plate.
Automatic dosing system:
- Electronic weighing scales; heavy-duty polypropylene mixing tank, 80 liters; stainless steel enclosure; piping.
- Regulating valves panel.
- Electronic weighing processor with LCD indicator.
- Electric cabinet with weight controller inside and control panel.
- Group of solenoid valves for initial products feeding.
- Group of feed pumps on frame: oil pump; alcohol pump; catalyst pump.
- Separation tank (not included into basic configuration). Material – polypropylene, 95 liters.
Operation procedure:
The operator presses START button on the control panel (6).
Dosing, mixing and processing of the tree initial components are carried out automatically.
When processing is finished and the processed mixture is pumped to the separation tank, the controller turns off the system. The processing cycle is finished.
To start a new processing cycle the operator should press the START button again. Depending on properties of source oil it takes 30-60 minutes to settle (separate) the mixture to biodiesel and glycerol. After the separation of biodiesel and glycerol is completed, both products are discharged to the storage tanks and the separation tank is ready to receive the next charge of processed mixture.
To manufacture bigger amount of biodiesel the operator can use one separation tank, the volume of which is rated for some consecutive cycles of filling. Thus, the time for processed mixture separation is saved and accordingly the total capacity of the plant increases. Using Biodiesel-MINI3 in this mode one can produce up to 700 liters of biodiesel per shift (8 hours). To fill the large receiving tanks with the processed mixture Biodiesel-MINI3 can operate in continuous mode: after the first cycle of processing is completed the system starts automatically the next one and so on, until the last preset cycle is finished. After that, the module stops automatically.
Technical parameters
|
|
|
| Capacity (average), liters per hour |
80-100
|
| Rated power, kW |
6.5
|
| Weight, kg |
240
|
| Overall dimensions (L x W x H), mm |
1850×1650×1700
|
| Operating conditions |
twenty-four seven
|
| Processing efficiency, kW hour/liter (max) |
0.03
|
| Flow rate adjustment |
yes
|
| SPECIFICATION | EQUIPMENT SETS | |||
| MINI 1 | MINI 2 | MINI 2+ | MINI 3 | |
| Caviation reactor Pulsar-CT 805 | ■ | ■ | ■ | ■ |
| Transfer pump on special base plate | ■ | ■ | ■ | ■ |
| Electronic weighing scale with LCD display | ■ | ■ | ■ | ■ |
| Polypropylene special mixing tank, 80 liters | ■ | ■ | ■ | ■ |
| Electric cabinet with control panel on the rack | ■ | ■ | ■ | ■ |
| Pipes, fittings, etc. | ■ | ■ | ■ | ■ |
| Filling device with valves’ control panel | − | ■ | ■ | ■ |
| Three feed pumps on basement (oil, methanol, catalyst) | − | − | ■ | ■ |
| Weight controller, group of solenoid valves, electronic temperature sensor | − | − | − | ■ |